Recyclable Medium Gas Barrier Films for Food Packaging by M.G. Lavorazione
SUSTAINABILITYPACKAGING
In the food packaging industry, ensuring the longevity of perishable goods while adhering to environmental sustainability is a challenging balance. The recent patent application filed by Italy-based M.G. Lavorazione Materie Plastiche S.P.A. introduces a potential solution in this domain, offering a polyolefin-based multilayer barrier film with medium gas barrier properties that addresses critical industry pain points.
The Challenge: Balancing Barrier Properties and Recyclability
Modified Atmosphere Packaging is a widely used technique for extending the shelf life of food products. It relies on creating a controlled atmosphere using gases like nitrogen, oxygen, and carbon dioxide within hermetically sealed packaging. A key requirement is the use of barrier films that prevent gas exchange, ensuring the atmosphere's stability.
However, the industry has struggled with reconciling high-performance barrier materials and recyclability:
High Barrier Films (e.g., EVOH, PVDC) provide excellent protection but are challenging to recycle due to their heterogeneity.
Medium Barrier Films (e.g., polyamide, polyester) are effective for certain food products but contribute to the complexities of multilayer film recycling.
Traditional solutions, such as coatings or complex multilayer laminates, often fail to meet modern sustainability standards, particularly the European Union’s strict guidelines for flexible packaging recyclability.
The Innovation: A Novel Recyclable Multilayer Film
M.G. Lavorazione Materie Plastiche's film introduces a polyolefin-based multilayer structure that combines barrier performance with recyclability. Key features include:
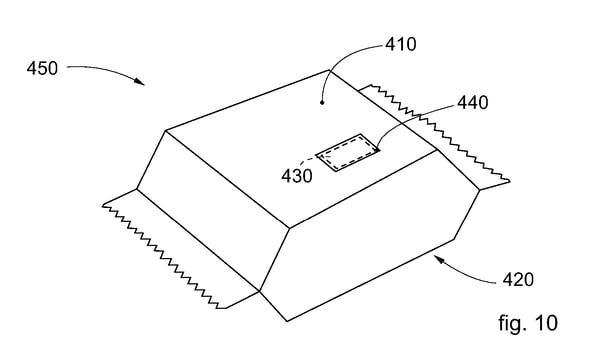
Unique Barrier Layer with Through Holes
The barrier layer features a strategic distribution of through holes. Unlike traditional designs, the holes are sealed by polyolefin layers on either side, ensuring that no passage for gas exists through the multilayer film. This design allows for controlled permeability, maintaining the protective atmosphere without compromising safety.Enhanced Recyclability
By limiting non-polyolefin content to under 10%, the multilayer film complies with EU standards, making it fully recyclable within existing polyolefin recycling streams. This advancement aligns with the principles of a circular economy, reducing waste and improving material recovery.Versatility in Packaging Applications
Suitable for flow packs, with triplex or duplex laminate configurations for flexible food packaging.
Applicable to thermoforming processes, ideal for trays and other rigid packaging formats.
Adaptable for hermetic sealing, enhancing product safety and shelf life.
How It Works
The multilayer barrier film integrates a polyolefin-based structure combined with a specifically engineered barrier layer:
The barrier layer has controlled gas permeability, achieved through advanced hole-making techniques.
Surrounding polyolefin layers ensure the barrier layer's stability while eliminating pathways for gas exchange.
The result is a recyclable, high-performing medium barrier film that prevents contamination, supports food safety, and extends product shelf life.
Addressing Industry Pain Points
This innovation directly addresses key industry challenges:
Sustainability: The polyolefin-based design supports EU recyclability guidelines.
Versatility: Compatible with multiple packaging formats, including flexible laminates and thermoformed trays.
Cost-Effectiveness: Reduces reliance on costly compatibilizers or complex recycling processes.
Implications for the Food Industry
This breakthrough has broad implications for food packaging:
Fresh Food Packaging: Products like fresh pasta, gnocchi, and tortellini, which benefit from medium barrier properties, can now be packaged more sustainably.
Consumer Safety: Hermetically sealed designs ensure contamination-free packaging.
Regulatory Compliance: Aligns with global trends toward sustainable packaging and circular economies.
By combining sustainability with high performance, this solution has the potential to redefine industry standards, paving the way for a future where food packaging is both functional and environmentally responsible.